Zephyr's Market PVT LTD
Fiberon™ PA6-CF20 (Formerly PolyMide™ PA6-CF)
Fiberon™ PA6-CF20 (Formerly PolyMide™ PA6-CF)
Couldn't load pickup availability
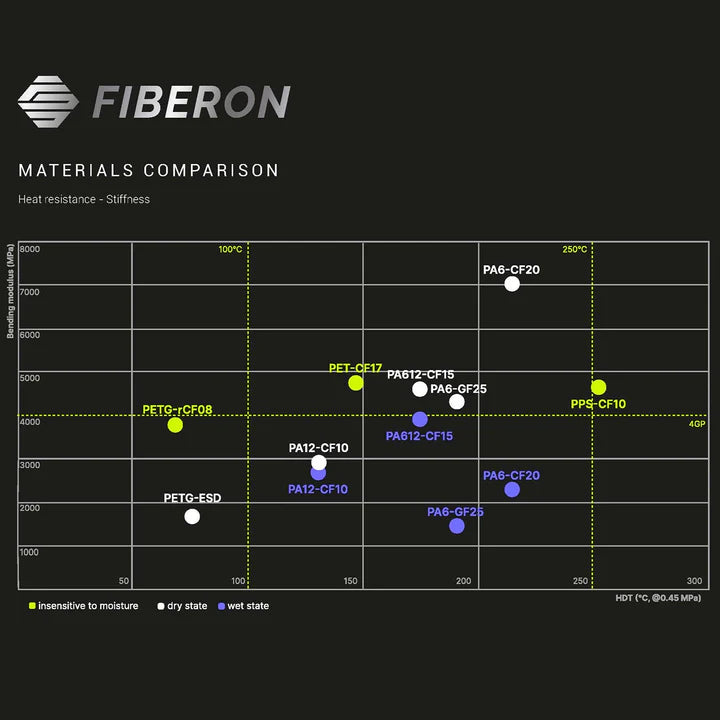
Fiberon™ PA6-CF20 is a carbon fiber reinforced PA6 (Nylon 6) filament. The carbon fiber reinforcement provides significantly improved stiffness, strength and heat resistance with outstanding layer adhesion.
Fiberon™ PA6-CF20 is the same great formula as PolyMide PA6-CF, although Fiberon™ PA6-CF20 may print in a slightly darker black shade color than its predecessor.
Share
What is moisture conditioning?
What is moisture conditioning?
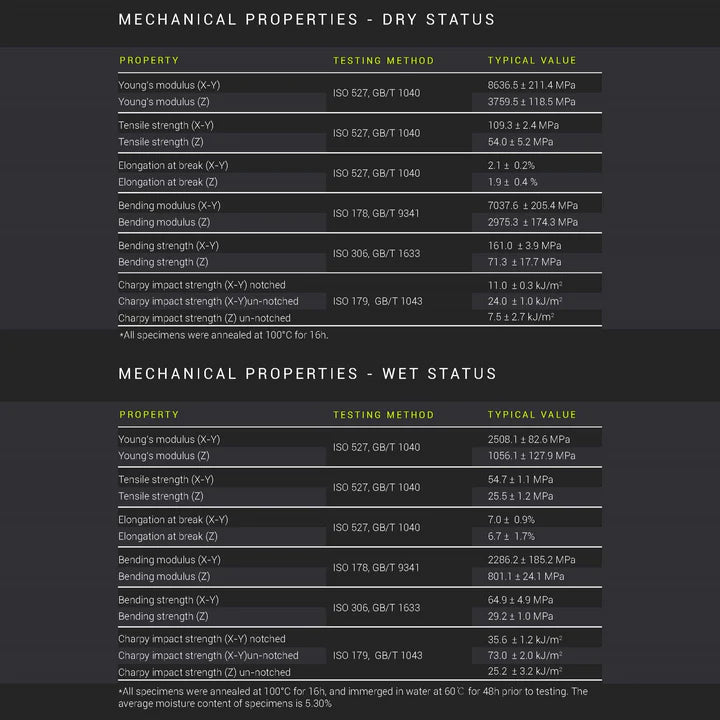
Moisture conditioning refers to allowing the print to absorb moisture. This is inevitble since nylons are hygroscopic, but you can expedite the process by keeping the print in a high humidity climate, or submerging them in water, for 48 hours. All of our test specimens were annealed at 100˚C for 16 hours, and then immerged in water at 60˚C for 48 hours. The average moisture content of specimens is 2.57%.
Printing and Drying Settings
Printing and Drying Settings
Printing Temperature: 280˚C - 300˚C
Build Plate Temperature: 40˚C - 50˚C
Chamber Temperature: Room Temperature
Printing Speed: up to 300mm/s
Cooling Fan: OFF
Direct Drive:
Retraction Distance: 3mm
Retraction Speed: 40mm/s
Indirect Drive:
Retraction Distance: 6mm
Retraction Speed: 60mm/s
Recommended Drying Settings:
Regular Oven: 100˚C for 10h
PolyDryer: Level 3 for 18h (PolyDryer™)
(Only if the material has absorbed moisture)
Annealing Settings: 100˚ for 16h
Should I anneal before or after moisture conditioning?
Should I anneal before or after moisture conditioning?
When you anneal in a convection oven, you will dry the part out. So if you moisture condition before annealing - you will need to moisture condition again after. So we would suggest to moisture condition after annealing.
Spool Dimensions?
Spool Dimensions?
0.5kg cardboard spool:
Spool Inner Hole Diameter: 55±1mm
Spool Diameter: 200±1mm
Spool Width: 65.6±2mm
Spool Weight: 190±7g