Zephyr's Market PVT LTD
Fiberon™ PA12-CF10 (Formerly PolyMide™ PA12-CF)
Fiberon™ PA12-CF10 (Formerly PolyMide™ PA12-CF)
Couldn't load pickup availability
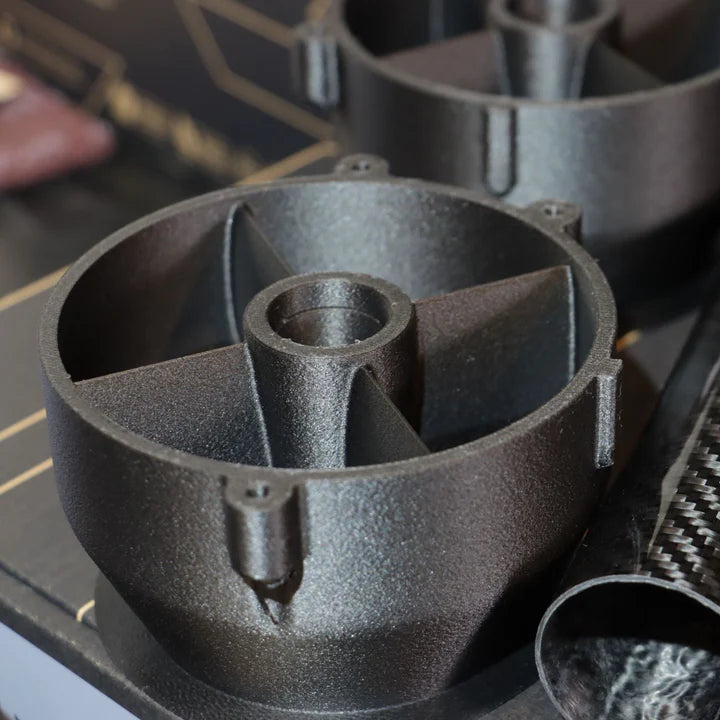
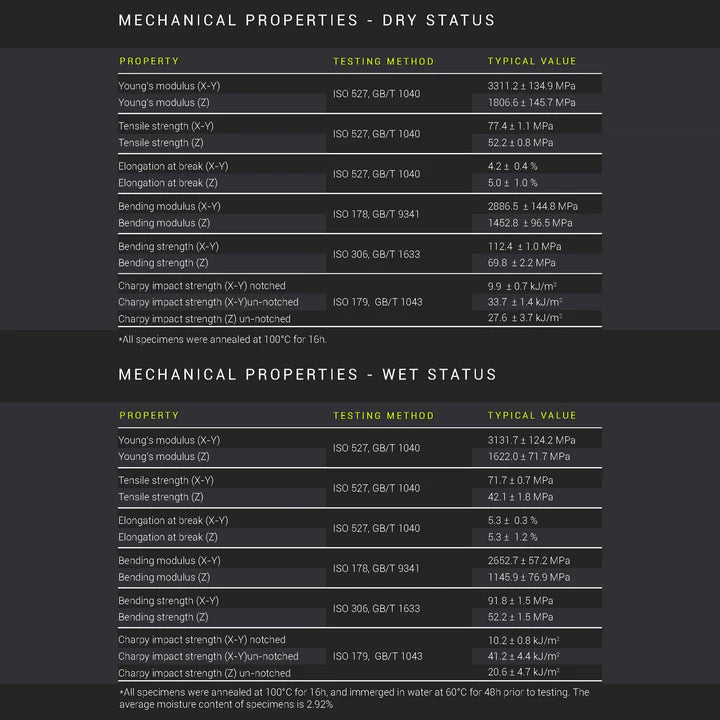
Fiberon™ PA12-CF10 is carbon fiber reinforced long chain copolyamide filament. Thanks to its chemical structure, this product has lower moisture sensitivity compared to PA6/66 and PA6-based materials, and better mechanical properties than PA12-based materials. In addition, the carbon fiber reinforcement and Warp-freeTM technology enhance the size stability of the prints produced with this material.
Fiberon™ PA12-CF10 is the same great formula as PolyMide PA12-CF, although Fiberon™ PA12-CF10 may print in a slightly darker black shade color than its predecessor.
Printing Requirements
- All-metal hotend 280˚C+
- Hardened nozzle
- Filament dryer
- Annealing post printing
- Moisture conditioning after Annealing
Share
Should I anneal before or after moisture conditioning?
Should I anneal before or after moisture conditioning?
When you anneal in a convection oven, you will dry the part out. So if you moisture condition before annealing - you will need to moisture condition again after. So we would suggest to moisture condition after annealing.
Printing and Drying Settings
Printing and Drying Settings
Printing Temperature: 280˚C - 300˚C
Build Plate Temperature: 40˚C - 50˚C
Chamber Temperature: Room Temperature
Printing Speed: up to 300mm/s
Cooling Fan: OFF
Direct Drive:
Retraction Distance: 3mm
Retraction Speed: 40mm/s
Indirect Drive:
Retraction Distance: 6mm
Retraction Speed: 60mm/s
Recommended Drying Settings:
Regular Oven: 100˚C for 10h
PolyDryer: Level 3 for 18h (PolyDryer™)
(Only if the material has absorbed moisture)
Annealing Settings: 100˚ for 16h
Why do you use such a low build plate temperature with your nylons?
Why do you use such a low build plate temperature with your nylons?
Our nylons come with our Warp-Free™ Technology. In order for this Warp-Free™ technology to work as it should - we want to make sure the build plate and the ambient air temperatures are both below 50˚C. We then anneal the print after to get it's full strength.
Spool Dimensions?
Spool Dimensions?
0.5kg cardboard spool:
Spool Inner Hole Diameter: 55±1mm
Spool Diameter: 200±1mm
Spool Width: 65.6±2mm
Spool Weight: 190±7g
0.75kg cardboard spool:
Spool Inner Hole Diameter: 55±1mm
Spool Diameter: 200±1mm
Spool Width: 50.6±2mm
Spool Weight: 125±7g
1kg cardboard spool:
Spool Inner Hole Diameter: 55±1mm
Spool Diameter: 200±1mm
Spool Width: 65.6±2mm
Spool Weight: 140±7g
2kg cardboard spool:
Spool Inner Hole Diameter: 55±1mm
Spool Diameter: 250±1mm
Spool Width: 117.2±2mm
Spool Weight: 370±18.5g
3kg cardboard spool:
Spool Inner Hole Diameter: 55±1mm
Spool Diameter: 250±1mm
Spool Width: 117.2±2mm
Spool Weight: 425±21.3g
5kg plastic spool: 32mm/300mm/160mm/819g
Spool Inner Hole Diameter: 32±1mm
Spool Diameter: 300±1mm
Spool Width: 160±1mm
Spool Weight: 819±30g
Spool Material: PP